





超高張力鋼板新工法
超高張力鋼板(ウルトラハイテン) の冷間プレス成形における新工法の取り組み
近年、地球環境の改善を目指して、二酸化炭素(CO2)の削減が求められており、自動車業界に対しても CO2の排出量の削減が求められています。
自動車業界のCO2削減に向けた取り組みとして、ハイブリッド車、電気自動車の開発が進んでいます。これに伴い、燃費改善、走行距離の向上を図るため、車両の軽量化が求められています。
自動車の軽量化を図る手段として、超高張力鋼板(ウルトラハイテン鋼板)は有効な材料になります。引っ張り強度1, 000MPa以下の高張力鋼板(ハイテン鋼板)の成形加工は冷間プレスでもプレス加工が可能ですが、引っ張り強度1,000MPa以上の超高張力鋼板(ウルトラハイテン鋼板)の加工については、熱間プレス(ホットスタンピング)で加工を行っているのが現状です。
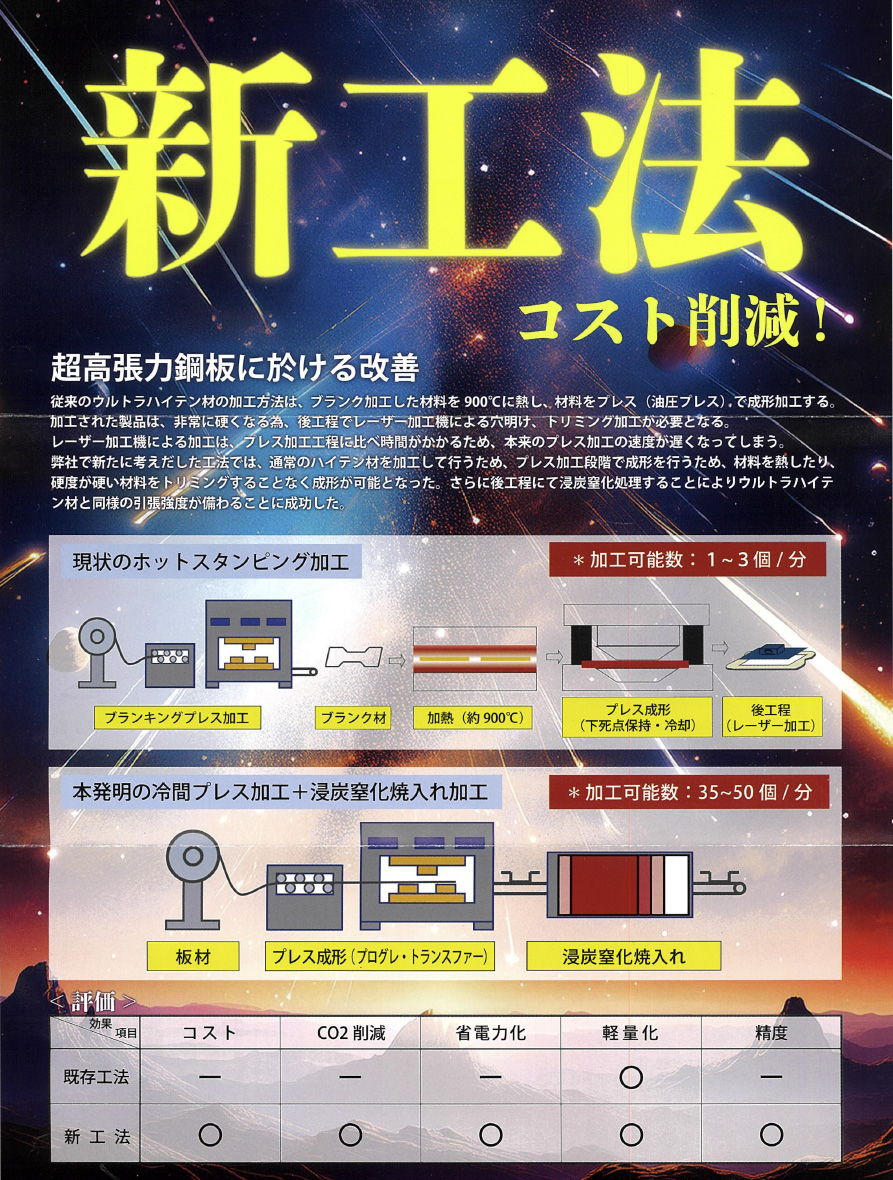
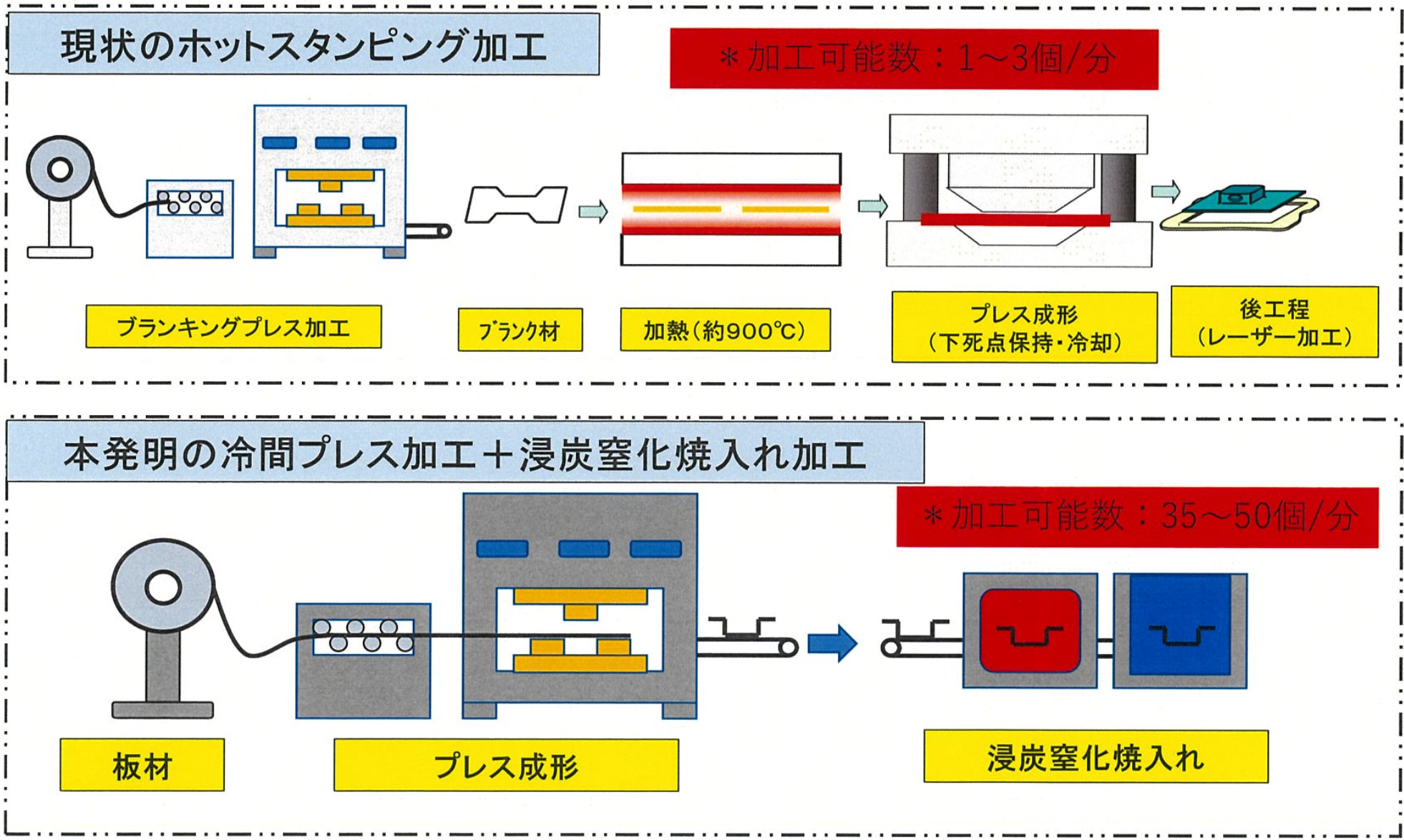
熱間プレス(ホットスタンピング)加工は、ブランク加工により材料を900°Cに熱してプレス(油圧プレス)で成形加工しますが、プレス加工時、下死点を保持した状態で冷却することで硬くなります。
加工された製品は、非常に硬くなるため、後工程でレーザー加工による穴あけ、トリミング加工が必要となります。
新工法のメリット
- ウルトラハイテン同等の引張強度が得られるため、軽量化が図れます。
- 一般的な鋼板(SPH440等)をプレス加工するため、絞り成形の加工が可能であり、難成形の部品も生産できます。
- 1,200Mpa同等の部品加工が1/3程のプレス機械で加工が可能となります。
ホットプレス加工との比較
- 後工程(レーザー加工)が不要になります。
- 汎用の冷間プレス機械を使用する為、生産性が高くなります。
ホットプレスによる加工は、1~3個/分であるが、弊社新工法による加工数は、35~50個/分と大幅に生産性が向上します。
生産性が向上することにより、コスト面でのメリットもあるのと同時に、ホットプレス加工に必要となる電力を新工法では大幅に減少させることが可能となり、結果的にCO2の大幅削減につながります。 - 専用設備が必要ない為、設備投資を抑えられます。
当社が提案する工法は、一般的な冷間プレス機で成形可能な高張力鋼板を成形し、成形後の部品に浸炭窒化焼き入れを行い引っ張り強度が超高張力鍋板と同等な製品を生産する方法です。
一般的な浸炭焼入れの使用目的は、低炭素鋼の表面を硬化させ摩擦係数を任減させる事であり、摺動部位・回転部位などの部品に使用されてきました。
本工法は、浸炭焼入れする事で表面硬度はもとより、引張強度が向上するのではないかとの点に着目し取り組みを始めました。
現段階では、群馬県産業技術センターの強度試験機を使用したテストピースによる試験ではあるが、引っ張り強度を1,200Mpa以上まで向上することが出来ました。
今後は、実用化に向けた取り組みを行います。
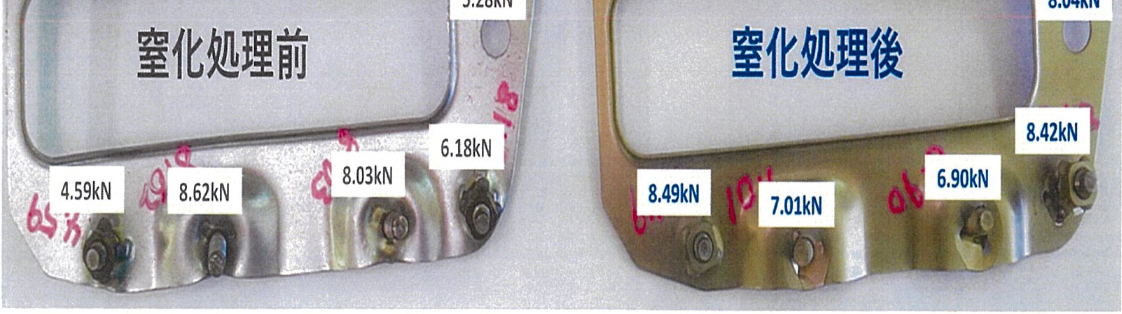
浸炭窒化処理後の溶接破壊試験データ

浸炭窒化処理後の溶接破壊データ
・Weld Nut・Bolt 破壊試験
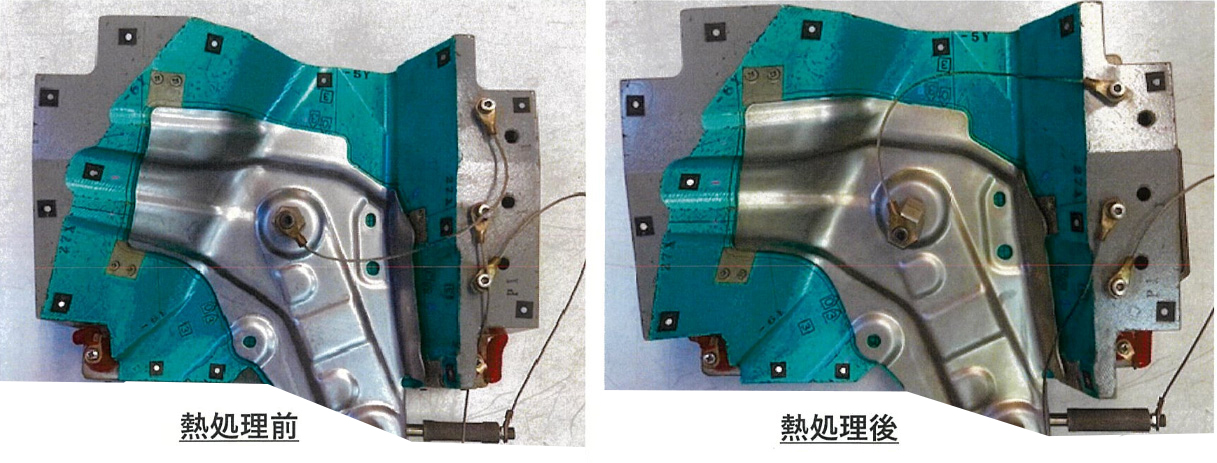
・塗膜密着性 碁盤目試験①
試験結果
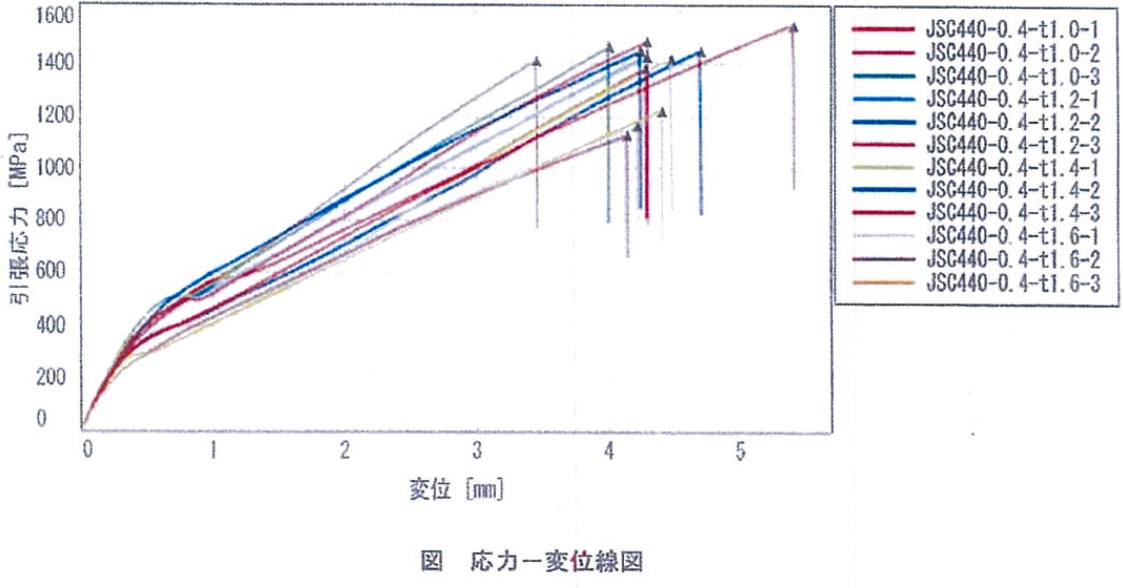
JSC440-0.4
| 材質 | 板厚 | No. | 幅 | 厚さ | 引張強さ | 最大荷重 |
|---|---|---|---|---|---|---|
| (mm) | (mm) | (MPa) | (kN) | |||
| JSC440-0.4 | t1.0 | 1 | 12.47 | 0.99 | 1382 | 17 |
| 2 | 12.47 | 0.99 | 1402 | 17 | ||
| 3 | 12.47 | 1.00 | 1451 | 18 | ||
| t1.2 | 1 | 12.47 | 1.19 | 1421 | 21 | |
| 2 | 12.46 | 1.20 | 1440 | 22 | ||
| 3 | 12.46 | 1.19 | 1475 | 22 | ||
| t1.4 | 1 | 12.46 | 1.40 | 1412 | 25 | |
| 2 | 12.44 | 1.40 | 1438 | 25 | ||
| 3 | 12.49 | 1.40 | 1540 | 27 | ||
| t1.6 | 1 | 12.49 | 1.57 | 1156 | 23 | |
| 2 | 12.40 | 1.59 | 1120 | 22 | ||
| 3 | 12.47 | 1.57 | 1218 | 24 |
| 適用規格 | :JIS Z 2241(金属材料引張試験方法)に準ずる |
|---|---|
| 試験片の形状 | :供試物品のとおり |
| 浸炭深さ | :0.4mm |
| 試驗機噐 | :万能材料試験 (インストロン5582型) |
| 試験条件 | :引張速度 5mm/min |
| 試験環境 | :室温 |
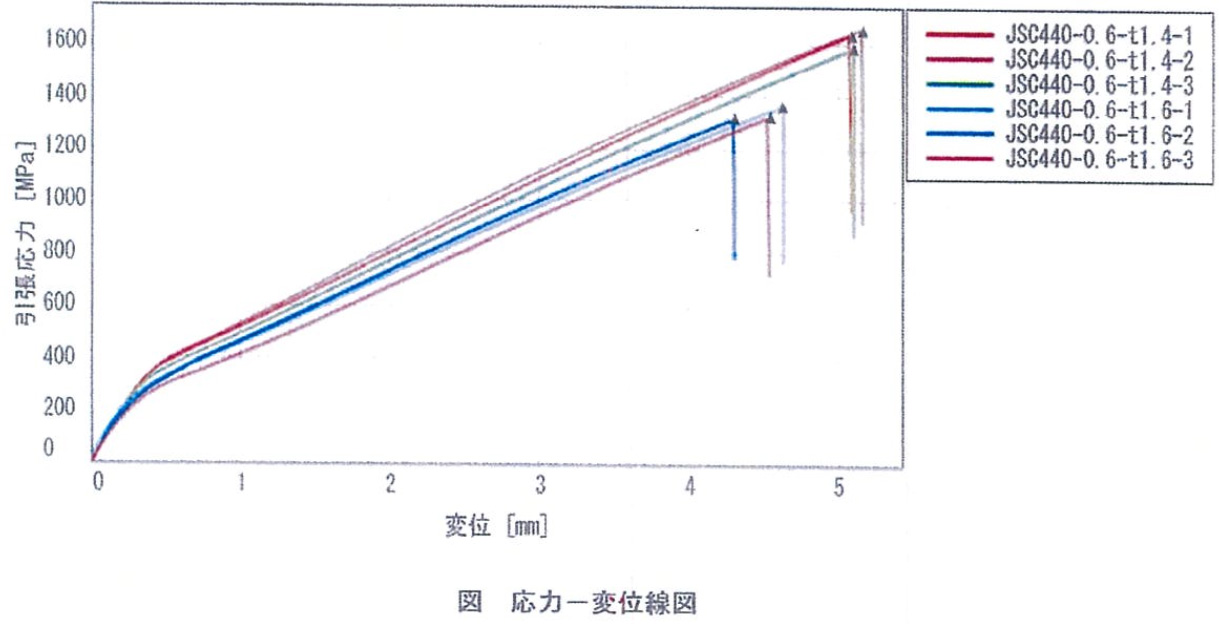
JSC440-0.6
| 材質 | 板厚 | No. | 幅 | 厚さ | 引張強さ | 最大荷重 |
|---|---|---|---|---|---|---|
| (mm) | (mm) | (MPa) | (kN) | |||
| JSC440-0.6 | t1.4 | 1 | 12.46 | 1.40 | 1624 | 29 |
| 2 | 12.46 | 1.41 | 1650 | 29 | ||
| 3 | 12.46 | 1.40 | 1574 | 28 | ||
| t1.6 | 1 | 12.49 | 1.58 | 1367 | 27 | |
| 2 | 12.42 | 1.57 | 1308 | 26 | ||
| 3 | 12.48 | 1.58 | 1316 | 26 |
| 適用規格 | :JIS Z 2241(金属材料引張試験方法)に準ずる |
|---|---|
| 試験片の形状 | :供試物品のとおり |
| 浸炭深さ | :0.6mm |
| 試驗機噐 | :万能材料試験 (インストロン5582型) |
| 試験条件 | :引張速度 5mm/min |
| 試験環境 | :室温 |

群馬県伊勢崎市上蓮町239-4 南部工業団地内
Tel:(0270)32-5126 Fax:(0270)32-8030